")

Machine vision inspection can be extremely useful when the product is consistent, the environment is controlled, and the failure modes are already known. In many manufacturing settings, a camera-based approach is faster and more repeatable than manual review. It can verify dimensions, confirm part presence, support quality control, and keep production moving.
But traditional camera-based inspection also has limits.
A typical machine vision inspection system uses cameras, lighting, sensors, and vision software to compare each product against programmed rules. The system may check edges, colors, shapes, fill levels, alignment, surface marks, or measurement thresholds. In predictable applications, that logic works well.
The problem is that not every product behaves predictably. Some products vary naturally. Some defects are rare. Some lines change SKUs often. Some materials are difficult to image. When those conditions appear, rule-based inspection can become harder to configure, qualify, and maintain.
In this article, we examine seven limitations of traditional machine vision inspection and explain what manufacturers should consider when evaluating the right inspection technology for their production process.
What Is Machine Vision?
Machine vision is a technology that allows automated equipment to capture and analyze visual information. It combines cameras, lighting, sensors, image processing, and software to inspect products or guide manufacturing operations without relying on continuous human observation.
A machine vision system can perform many types of checks. It may confirm that a component is present, measure the distance between two features, read a barcode, verify assembly orientation, or identify visible defects. Some vision systems also support robotics by helping equipment locate, sort, or position parts.
Machine vision is especially effective when the inspection criteria are clear and products can be presented consistently. The term covers a broad range of technologies, however. Some systems use fixed rules and measurement thresholds, while newer approaches use machine learning to analyze more complex visual patterns.
Traditional camera-based inspection is one of the most widely used forms of machine vision.
What Is Traditional Camera-Based Inspection and How Does It Work?
Traditional camera-based inspection uses cameras to capture images of a product and vision software to compare those images against predefined acceptance criteria.
The inspection process typically begins when sensors detect that a product has reached the correct position. One or more vision cameras then capture images under controlled lighting. The software applies image-processing algorithms to evaluate specific characteristics such as color, shape, dimensions, surface condition, alignment, or component presence. Based on those checks, the inspection system issues a pass-or-fail decision.
These systems can be highly effective. Vision inspection systems are common in electronics, automotive assembly, packaging, robotics, pharmaceutical manufacturing, and other production environments where repeatable checks matter. A system from Keyence or another machine vision provider may confirm whether a component is present, a label is aligned, a seal is complete, or a measurement falls within an acceptable range.
Most automated machine vision systems depend on three conditions: a clear image, consistent product presentation, and well-defined inspection rules. When all three remain stable, the technology can provide fast and dependable quality control. When the product, imaging environment, or inspection requirements change, the system may require additional programming and testing.
Limitations of Traditional Machine Vision Inspection
1. Traditional Machine Vision Inspection Struggles With Product Variation
Traditional vision systems work best when acceptable units look nearly identical. The closer each unit is to the expected image, the easier it is for the software to separate normal from abnormal.
That assumption does not hold in every manufacturing process.
A molded glass vial may exhibit normal variation. A lyophilized cake may differ in height, texture, color, or surface pattern. A cast part may have acceptable texture changes. A flexible package may shift slightly as it moves down the line. None of these differences necessarily indicates a defect.
A rule-based system does not automatically understand that distinction. It evaluates what the camera sees against defined limits. If normal variation falls outside those limits, the system may reject good product. If the limits are widened too far, true defects may pass.
This is one reason difficult-to-inspect products often expose the limits of rule-based inspection.
2. Defect Detection Depends on Predefined Rules
Traditional defect detection depends on what engineers have told the system to find. If a dark spot exceeds a certain size, reject it. If an edge is missing, reject it. If a measurement falls outside the threshold, reject it. This logic is useful when the failure mode is known and measurable. It is less useful when a new issue appears.
Unknown defects may not match the programmed criteria. They may appear in a different location, present at a different contrast level, or resemble normal product variation. A human inspector might notice that something looks wrong, but a rule-based system may only evaluate the specific checks it was given. This creates a practical challenge for quality control teams. The system can inspect consistently, but it does not necessarily learn from unexpected conditions unless engineers update the recipe.
3. Traditional Vision Systems Require Highly Controlled Imaging Conditions
Image quality determines decision quality. Traditional vision systems rely on stable imaging conditions. The product must arrive in the right position. The lighting must reveal the relevant features. The vision cameras must capture a clear view. The sensors must trigger at the right moment. The software must analyze the correct region. Small changes can matter. A glare may hide a scratch. A shadow may look like contamination. A slightly tilted container may change the apparent fill level. A different surface finish may reflect light in a way the original recipe did not anticipate.
This is why lighting and positioning are so important in automated inspection. The system is not evaluating the product directly. It is evaluating an image of the product. If the image changes for reasons unrelated to quality, the decision can change too.
4. New Products Require Extensive Reprogramming
Traditional vision inspection recipes are usually built around a specific product, part, container, or SKU. Creating a separate recipe for each product is not inherently a problem. The challenge is the time required to make that recipe reliable enough for production.
A new label may require different alignment checks. A new container may need new camera angles. A material change may require revised lighting. A different fill level may require new thresholds. Each adjustment can affect the performance of other inspection checks. Engineers may spend weeks or even months refining regions of interest, thresholds, lighting, image-processing algorithms, and rejection criteria. The recipe must then be tested against both compliant and defective products to confirm that it catches meaningful defects without producing an unacceptable number of false rejects.
For stable, high-volume production, that investment may be manageable because the same recipe can be used for an extended period. In high-mix manufacturing, however, the process must be repeated across many products and SKUs. The system may inspect quickly once a recipe is qualified, but reaching that point can take considerable time.
5. False Rejects Can Increase Quality Control Costs
A false reject occurs when a compliant product is rejected as being defective. This can happen when rigid thresholds treat normal variation as a problem. False rejects create several costs. They waste product, slow production, and increase the burden on quality teams. In regulated manufacturing environments, they may also create additional investigation and documentation procedures. The underlying problem is often the tradeoff between sensitivity and practicality. If a system is tuned aggressively, it may catch more defects but reject more good units. If it is tuned loosely, it may reduce waste but increase the risk of missed issues.
This is especially difficult when good and bad units look close to one another. Bubbles, reflections, surface texture, powder variation, and container marks can all complicate the decision. This approach can be accurate when the difference is visually obvious. It struggles when the boundary between acceptable and unacceptable is subtle.
6. Traditional Machine Vision Creates a Significant Validation Burden
In regulated production, every inspection method must be documented and proven to represent a repeatable process. Traditional inspection systems can create a heavy validation burden because each rule, threshold, lighting setup, camera position, and reject decision may need to be justified. The burden increases as the recipe becomes more complex. More rules mean more testing. More testing means more documentation. More documentation means more effort every time the process changes.
This can make improvements harder to implement. A team may identify a better threshold or a more reliable lighting setup, but changing it may require additional testing and approval. The inspection system becomes technically adjustable, but operationally difficult to change. There is also a support issue. Complex vision inspection systems often require specialized expertise. If only a few people understand how the recipe works, troubleshooting becomes slow and knowledge becomes concentrated.
7. Traditional Automated Inspection Often Lacks Production Flexibility
Many traditional automated inspection platforms are designed for speed and uniformity. They are strongest when a line runs the same product for long periods under stable conditions. That model does not fit every facility.
Contract manufacturers, specialty pharmaceutical producers, and other high-mix operations may need to inspect many products across smaller batches. One week may involve clear liquids. Another may involve suspensions, powders, molded glass, or translucent plastic. Each format may require different handling, imaging, and acceptance criteria.
A rigid system may need new parts, new setup work, new recipes, or new validation steps before it can support the next product. The machine may be automated, but the surrounding process can remain slow. For manufacturers with frequent changeovers, flexibility can matter as much as speed.
How AI Is Expanding Automated Inspection Capabilities
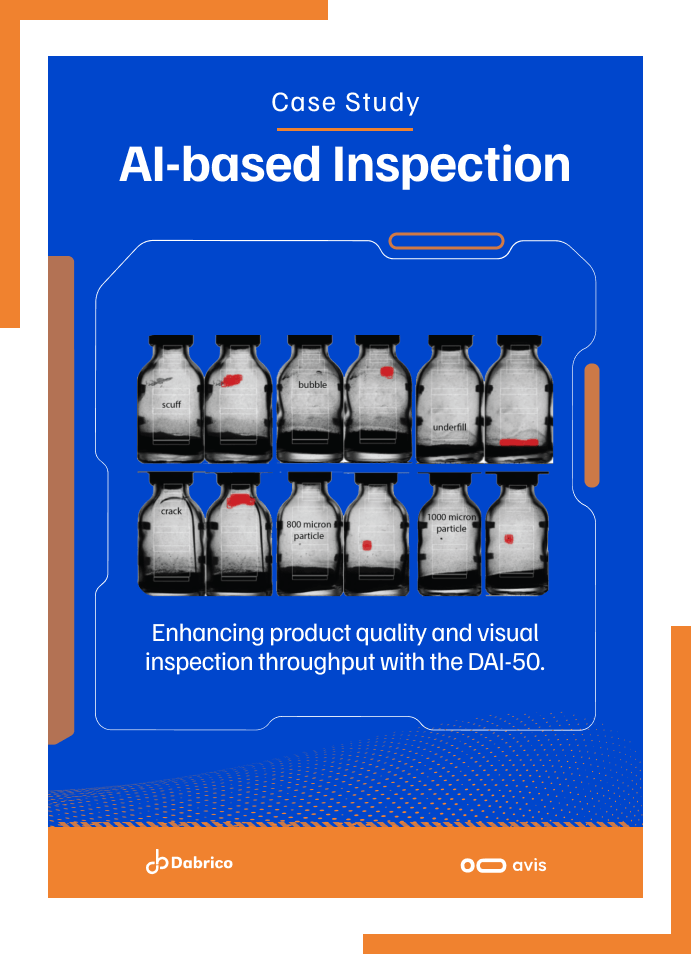
AI-based automated inspection is expanding the range of products that camera-based systems can inspect. Instead of relying entirely on predefined rules, machine learning analyzes patterns in product images to make inspection decisions.
Unsupervised machine learning takes this a step further by learning the normal appearance of compliant products. It can then flag units that fall outside that expected range. This reduces the need to manually program every inspection rule or collect large libraries of labeled defects.
AI does not replace the need for clear imaging, consistent material handling, reliable sensors, or proper validation. A system cannot make an accurate decision from a poor-quality image. However, AI can make the analysis itself more adaptable to product variation. That is the key difference. Traditional inspection begins with predefined, manually configured rules. AI-based inspection streamlines model training by learning directly from real-world products.
Choosing the Right Inspection Technology for Your Manufacturing Process
Machine vision still has an important role in manufacturing. It is proven, repeatable, and effective for many applications. For uniform products with stable presentation and known failure modes, it may be the right choice.
The decision becomes more complex when products vary, batches are smaller, and changeovers are frequent. In those cases, manufacturers should evaluate more than speed. They should consider recipe development time, false reject risk, validation effort, imaging requirements, operator skill, and long-term maintainability.
The right inspection system should align with production realities. It should help teams inspect consistently without creating unnecessary waste or excessive complexity. Rule-based vision inspection works best when the problem can be defined in advance. Modern AI-based inspection becomes more valuable when the product is variable, possible defects are harder to identify, and flexibility is a requirement.


")

![[2026 Rankings] - Best Accumulation Tables and Accumulation Conveyors By Application (1)](https://dabrico.com/wp-content/uploads/2026/07/2026-Rankings-Best-Accumulation-Tables-and-Accumulation-Conveyors-By-Application-1.jpg "[2026 Rankings] - Best Accumulation Tables and Accumulation Conveyors By Application (1)")
")
")
")
")


")
")






