")

What Is Automated Visual Inspection?
Automated visual inspection (AVI) is a quality control method that uses cameras, sensors, and software to detect defects in manufactured products during production. These systems capture and analyze images in real time, making automatic pass/fail decisions without human intervention.
Manual vs. Fully Automated Inspection
Manual visual inspection has been central to quality control for decades. Trained inspectors examine each unit for particles, cracks, fill-level issues, or packaging defects. In regulated industries such as pharmaceuticals, inspecting every filled container manually is a regulatory requirement.
Limitations of Manual Visual Inspection
Manual inspection has well-documented limitations, which become more significant as production volumes increase. Fatigue is a major concern as inspectors become less reliable as their shifts progress. According to the National Institute of Standards and Technology, error rates rise by 20% after 30 minutes of continuous work.
Subjectivity is equally problematic. Two inspectors looking at the same unit will not always agree on whether it passes. Worse, inspectors tend to unconsciously calibrate their standards to match what they expect to find. Lastly, one of the greatest limitations with manual inspection is speed. Human inspectors require 3-12 seconds per unit, making 100% inspection impractical on high-throughput lines without a large workforce.
The Promise of Automated Visual Inspection in Quality Control
Automated visual inspection addresses the limitations of manual inspection. Vision systems operate continuously without fatigue and apply consistent rejection criteria across every unit, shift, and batch. Modern AVI systems are 10-50x faster than manual inspection and can process thousands of units per hour.
The quality benefits are equally important. Automated inspection reduces the subjectivity that comes with human judgment, helping manufacturers make more repeatable pass/fail decisions. This consistency lowers the risk that defective units will be falsely accepted because of fatigue, distraction, or variation between inspectors.
AVI also improves quality control by creating a more measurable inspection process. Automated systems can record inspection results, reject events, recipe settings, and batch-level performance data. This gives quality teams better visibility into recurring defect patterns and provides documentation that can support investigations, validation, and audit readiness.
For difficult-to-inspect products, advanced AVI systems can also help reduce false rejects. Traditional inspection methods often struggle to distinguish acceptable product variation from true defects, especially with molded glass, amber glass, translucent plastic, powders, lyophilized products, or cloudy liquids. When inspection software can account for normal product variation, manufacturers can reduce unnecessary waste while still maintaining strong defect detection.
The economic benefits are significant. Although the initial investment is substantial, automated inspection reduces labor costs, lowers defect-escape rates, minimizes recall and reinspection costs, and improves the reliability of batch release. In this way, AVI strengthens quality control while also improving operational efficiency.
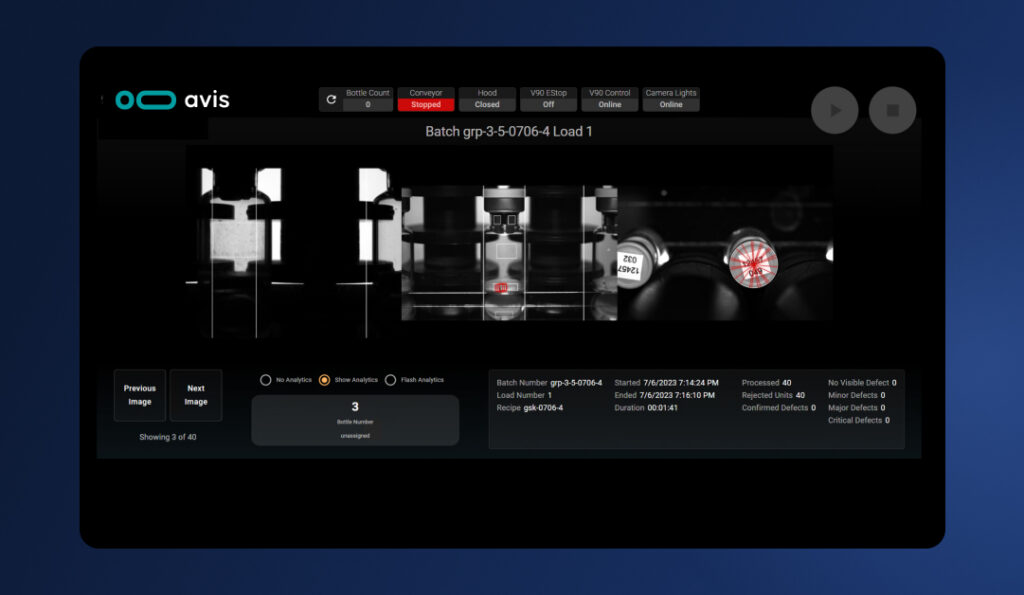
How Automated Visual Inspection Works
Every automated visual inspection system follows the same workflow. First, cameras capture high-resolution images of the product. Next, the images are sent to inspection software. The software determines whether the image contains a defect. Finally, a pass/fail signal is then sent to an automated ejection system for the physical removal of the product.
Not All Automated Visual Inspection Systems Are Created Equal
The phrase “automated visual inspection” covers a wide range of technologies with very different capabilities, requirements, and weaknesses. It’s important to understand these differences before selecting a system.
Types of Automated Visual Inspection Technologies
Traditional Computer Vision
Traditional computer vision uses explicitly programmed algorithms to analyze images. The system compares each image against predefined thresholds: size, color, and edge position, among other measurable characteristics.
These systems perform reliably in controlled environments with uniform products and consistent defect types. PCB inspection on high-volume electronics lines is a strong use case for computer vision. When every board is identical and every defect category is known, rule-based optical inspection is fast, repeatable, and relatively straightforward to validate.
The problem is brittleness. Change the product, adjust the packaging, or encounter an unexpected defect type, and the system may require significant reprogramming. Rule-based machine vision does not generalize. It does exactly what it was programmed to do and nothing more.
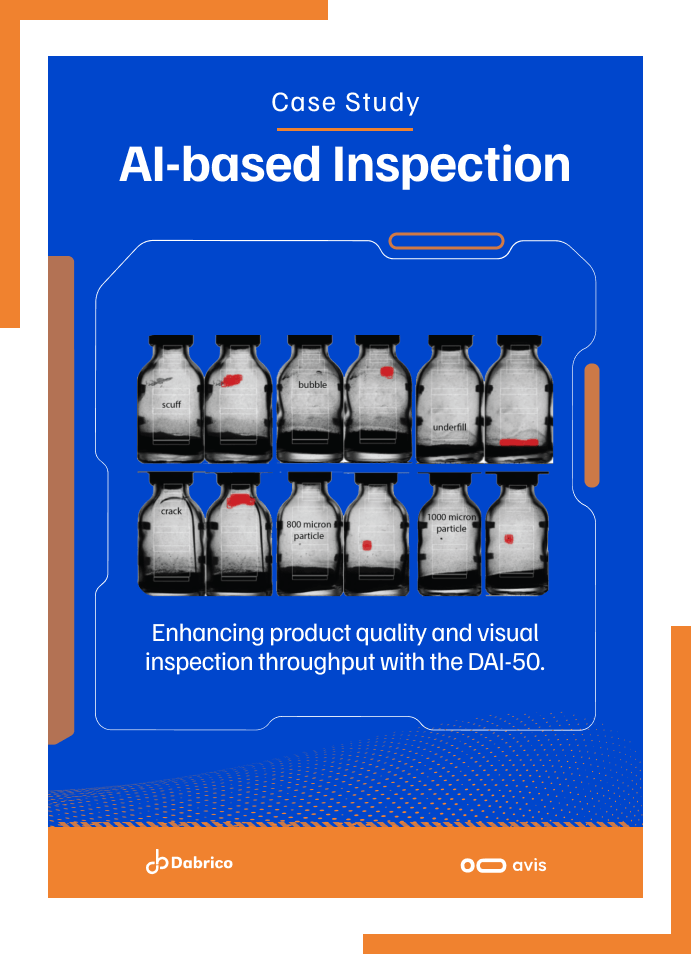
AI-Powered Visual Inspection
AI-powered visual inspection uses machine learning models to analyze images rather than explicitly programmed rules. The system learns from data and develops its own criteria for acceptable and unacceptable product. This approach handles variability and novel defects far better than traditional computer vision.
AI-based visual inspection uses a training dataset to algorithmically define rules for accepting or rejecting a product. Unlike computer vision, which requires manual programming, AI-based visual inspection trains models automatically. Most of the effort required to deploy an AI-based model is spent assembling a dataset appropriate for training.
There are two primary approaches within AI-powered inspection: supervised and unsupervised machine learning. The difference between these approaches boils down to the type of data used to train a model.
Supervised Machine Learning
Supervised machine learning trains a model on labeled examples of both good and defective product. The model learns to classify defects by studying annotated images and then applies that learning to new units on the production line.
When it works well, supervised learning delivers high accuracy on the defect types it was trained to detect. The challenge is the data requirement. Building a training dataset large enough to produce a reliable model requires extensive image collection, precise labeling by subject matter experts, and multiple rounds of model validation. For common defect types, that process is manageable. For rare defects, it can take months of production data to collect enough samples. And there is no guarantee the model will generalize to defect presentations it has never seen.
Ongoing maintenance is significant. When products change or new defect types appear, the model often requires retraining and revalidation. In regulated industries, this cycle can inflate the total cost of ownership by over 40% over a three-year time horizon.
Unsupervised Machine Learning
Unsupervised machine learning takes a fundamentally different approach. Rather than learning from labeled defect examples, the system learns what normal product looks like from compliant units and flags anything that deviates from that pattern.
This approach offers practical advantages. Manufacturers do not need extensive defect image libraries, as compliant product is usually available in quantity. Unsupervised methods are well-suited for products with large amounts of normal variation, small batches, and environments with rare or unpredictable defects.
Automated Visual Inspection Deployment Models
How a manufacturer deploys an automated visual inspection system matters as much as the technology itself. The right deployment model depends on existing equipment, production volume, and inspection requirements. There are three primary deployment options: fully integrated systems, retrofit systems, and software-only systems.
Fully Integrated Visual Inspection Machines
Fully integrated AVI machines combine mechanical handling, cameras, lighting, and inspection software into a single purpose-built system. These are designed for dedicated high-throughput lines where product format is stable and volumes are high. Integration with downstream rejection mechanisms is built in.

Retrofit Machine Vision Systems
Instead of adding a system that includes material handling, manufacturers can add cameras and inspection software to a line that already reliably handles products.

Software-Based Vision Platforms
Software-based platforms are designed for systems that are already capturing product images. Instead of replacing cameras, lighting, or mechanical handling equipment, they improve the intelligence layer that analyzes those images and determines pass/fail results.
Key Challenges with Automated Visual Inspection
False Rejects
False rejects occur when the system incorrectly flags acceptable products as defective. In high-volume production, even a small false reject rate can cause significant material waste and operational disruption. Common causes include inconsistent lighting, normal product variation, or overly aggressive inspection models.
Product Variability
Most automated visual inspection systems are designed for uniform products. When products vary in fill level, container dimensions, or appearance, the system must distinguish acceptable variation from genuine defects. This distinction is challenging, and most systems struggle with it.
Lighting and Image Capture
Lighting is often the most underestimated factor in automated visual inspection. The same defect may be visible under one lighting setup and nearly invisible under another. Proper lighting requires careful engineering and should be reviewed whenever products or production conditions change.
Limited Defect Examples
Supervised machine learning models require defect examples for training. In well-controlled environments, genuine defects are intentionally rare. As a result, the better the process, the harder it is to collect the training data needed for reliable defect detection.
Validation and Change Control
In regulated industries, every automated visual inspection system must be validated before use and revalidated after significant changes. Validation requires documented evidence that the system performs as intended across the expected range of product and defect conditions. When inspection models are complex or frequently updated, the validation burden increases rapidly and can hinder operational flexibility.
Conclusion
Automated visual inspection offers clear advantages over manual inspection in most manufacturing environments. The consistency, speed, and flexibility these systems provide are difficult to replicate at scale with human inspectors.
However, the technology is not universally capable. Traditional computer vision is reliable for uniform products and known defect types, but struggles to adapt beyond those conditions. Supervised machine learning is powerful, but its data requirements, training complexity, and ongoing maintenance are consistently underestimated by manufacturers exploring it for the first time. Both approaches perform poorly when products are variable, batches are small, or defect types are difficult to reproduce.
Unsupervised machine learning addresses some of these limitations, providing a path to reliable automated inspection for products that conventional systems have historically struggled to handle. By training on defect-free products, manufacturers can deploy highly accurate, production-ready models in a fraction of the time and cost required by other approaches.
The question for most manufacturers is not whether to automate visual inspection, but how to choose the right approach for the product, process, and inspection challenge at hand.
Frequently Asked Questions
What is the difference between optical inspection and automated visual inspection systems?
Optical inspection is a broad term for any inspection method that uses light and lenses to examine a product. Automated visual inspection systems are a specific category that integrates cameras, software, and automation to perform defect detection without human involvement. All AVI systems use optical principles, but not all optical inspection is automated.
Do all automated visual inspection systems classify defects?
No. Defect detection and defect classification are different capabilities. Detection identifies whether a unit appears unacceptable. Classification assigns the issue to a specific defect category such as particle, crack, or fill-level deficiency. Many systems perform detection without classification, which is sufficient for reliable pass/fail inspection.
How do I know if my product is a good fit for automated visual inspection?
A product is typically a good fit if the inspection criteria can be clearly defined, the product can be consistently presented to the camera, and the defects are visually detectable. Engineering teams should evaluate product format, container variability, and throughput requirements. Lighting behavior, defect types, and fill volume should also factor into the decision before selecting a system.
What should engineering teams evaluate before selecting an automated visual inspection system?
Engineering teams should look beyond detection performance alone. Important considerations include mechanical handling, camera and lighting design, and recipe development time. Validation requirements, false reject rates, and change control impact all deserve equal attention, as does how easily the system can adapt to new products or formats.
Why do automated visual inspection systems produce false rejects?
False rejects often happen when normal product variation is mistaken for a defect. This can result from lighting inconsistency, container variation, or overly rigid inspection rules that cannot distinguish acceptable variance from actual defects. Reducing false rejects requires strong image capture, good product presentation, and an inspection model that understands the range of normal.
How much product data is needed to train an automated visual inspection system?
The answer depends on the technology. Traditional computer vision may require manually defined rules and thresholds. Supervised machine learning usually needs labeled examples of both good and defective units. Unsupervised machine learning can often be trained primarily on examples of acceptable product, which is useful when real defect examples are limited.
What is the difference between defect detection and defect classification?
Defect detection identifies whether a unit appears unacceptable or different from expected quality standards. Defect classification goes further by assigning the defect to a specific category such as particle, crack, cosmetic defect, or fill issue. Not every AVI system needs to classify defects, especially when the primary goal is reliable pass/fail inspection.
How difficult is it to validate an automated visual inspection system?
Validation difficulty depends on the system design, inspection technology, product variability, and change control requirements. Engineering teams should consider whether the system produces repeatable results, how inspection recipes are locked, and how changes are documented. The ability to support IQ, OQ, and PQ expectations should be evaluated before system selection.
Should we choose a fully integrated AVI machine, a retrofit system, or a software-based vision platform?
The best deployment model depends on the production environment. Fully integrated machines are often best for dedicated high-throughput lines. Retrofit systems are useful when existing equipment is mechanically sound but needs improved inspection capability. Software-based platforms may be the right fit when the primary challenge is improving inspection intelligence across existing cameras or inspection stations.

")
")
")
")


")
")






