")



Fine-Pitch Belt Conveyors for Stable Container Travel
Traditional conveyor belts have larger gaps between their cleats. These gaps can create an uneven surface for molded glass vials with jagged or irregular bottom edges causing containers to tip, separate, and travel inconsistently which can disrupt production.
To solve this, our belt conveyors use fine-pitch belts that provide a smoother surface for molded and tubular glass containers. As a result, our design helps vials remain upright and close together as they move downstream.
")

Stainless Steel Construction for Demanding Production Environments
Our accumulation tables are built with pharmaceutical-grade materials. All of our systems use solid-welded stainless-steel frames. This creates a more durable structure compared to alternative machines that are designed with bolted aluminum extrusion.
In addition, all of our welded areas are passivated to help remove impurities and protect the surface against corrosion.
")

Continuous Accumulation That Keeps Pharmaceutical Production Moving
Dabrico’s tables use multiple conveyor sections to maintain a continuous supply of containers.
A forward-moving belt transports product toward the machine infeed. When more containers enter the system than the downstream machine can accept, reverse-running belts carry the excess product back through the accumulation area.
This recirculation prevents product from remaining stagnant and helps keep containers available for the next stage of the process. The result is steady handling even when upstream and downstream operating speeds do not match perfectly.

Autoflow™ Moves the Last Containers Forward
Low product volume creates a common problem on accumulation tables. The last few containers may stop in a low-pressure or dead-space area near the conveyor discharge. An operator then has to push them manually toward the next machine.
Dabrico’s Autoflow™ technology provides feed assistance that continues moving containers toward the machine. This supports smoother transfer when fewer products remain on the table and reduces the need for manual intervention.
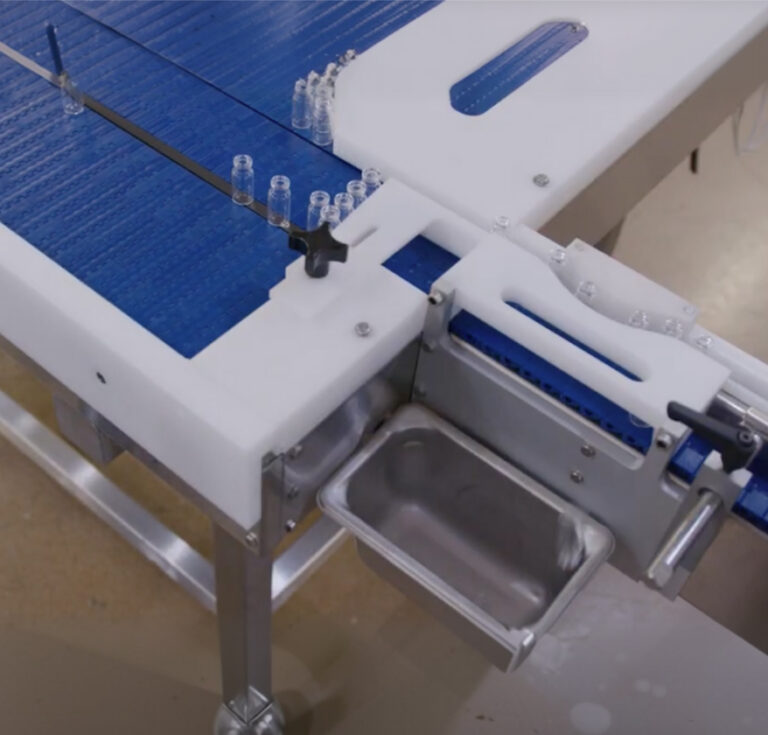
Vial-Down Protection Helps Prevent Jams
A tipped vial can enter a transfer point and cause a jam that interrupts operations. Dabrico addresses this risk with a vial-down block that uses a zigzag profile. Upright containers follow the shape of the guide and continue through the system. Containers that have fallen over can pass beneath the block and drop into a catch tray. Removing tipped containers before they enter the next machine helps protect line continuity and reduces the need for operators to clear avoidable jams.
