")

Types of Accumulation Conveyors and the Best Application for Each
Here’s a breakdown of the different types of accumulation solutions and a list of pros and cons for each.
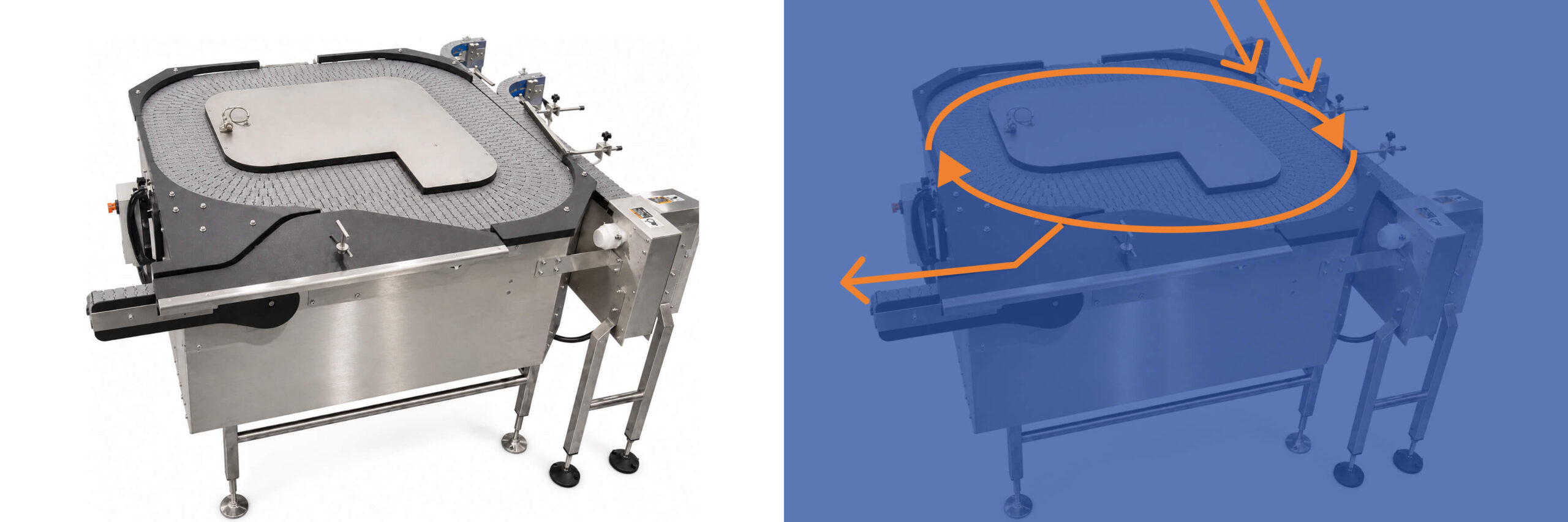
Rotary Accumulation Tables

Definition: A rotary accumulation table uses a rotating circular surface to temporarily collect and move products between stages of a production or packaging line. Typically, product is manually added to a rotary accumulation table.
Best Application:
- Floor space is limited
- Products are stable and can safely touch
- Exact product order is not important
- The line only needs short-term accumulation
- Operators may manually remove or reintroduce products
- A straightforward flexible system is preferred over a more complex controlled accumulator
Limitations: Products may contact one another during accumulation, making rotary tables less suitable for fragile, unstable, or easily damaged containers. In addition, accumulation capacity is limited.
Our Favorite Models:
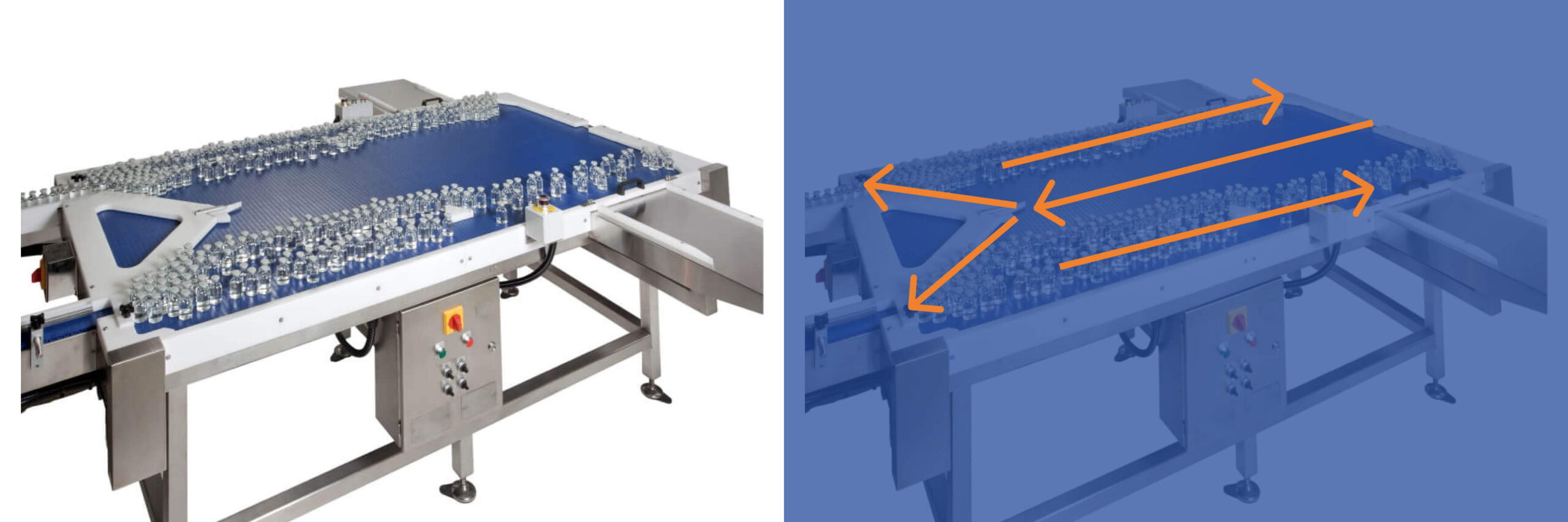
In-line Accumulation Tables

Definition: An inline accumulation table uses a widened conveyor surface to temporarily hold products while maintaining their general direction of travel. Unlike a rotary accumulation table that may require products to be added manually, an inline table receives products directly from the previous manufacturing stage and transfers them to the next.
Best Application:
- The production line requires continuous forward movement
- Products need to remain oriented during accumulation
- Floor space is available along the existing conveyor path
- Moderate accumulation capacity is sufficient
- Products should transfer smoothly between upstream and downstream equipment
- The system needs to integrate directly into an existing conveyor line
Limitations: Inline accumulation tables typically provide less accumulation capacity than recirculation and bi-directonal accumulation tables.
Our Favorite Models:
Recirculating Accumulation Tables
Definition: A recirculating accumulation table, also known as a re-flow accumulation table or a flow-through accumulation table, continuously moves products around a looping conveyor path until downstream equipment is ready to receive them.
Best Application:
- Products need to remain in motion during accumulation
- The line requires more buffering than a rotary table can provide
- Products can safely circulate without losing orientation
- Downstream equipment experiences frequent short interruptions
- Controlled product release is more important than maintaining exact sequence
- The system must automatically return excess products to the accumulation area
Limitations: Recirculating tables require more space and controls than rotary systems and may not be suitable for fragile products that could be damaged through repeated circulation.
Our Favorite Models:
Bi-Directional Accumulation Tables (FILO Accumulation Tables)
Definition: A bi-directional accumulation table uses conveyor sections moving in opposing directions to store excess products and automatically return them to the production line when downstream capacity becomes available.
Best Application:
- The line experiences frequent downstream interruptions
- Upstream equipment needs to continue operating during temporary stoppages
- Products must be automatically accumulated and reintroduced
- High accumulation capacity is needed within a relatively compact area
- Containers are stable enough for mass-flow handling
- The line requires controlled discharge without manual intervention
Limitations: Bi-directional systems require more controls, moving components, and floor space than basic rotary tables and may not be suitable for fragile products that cannot safely contact one another.
Our Favorite Models:
Accumulation Loop Conveyors
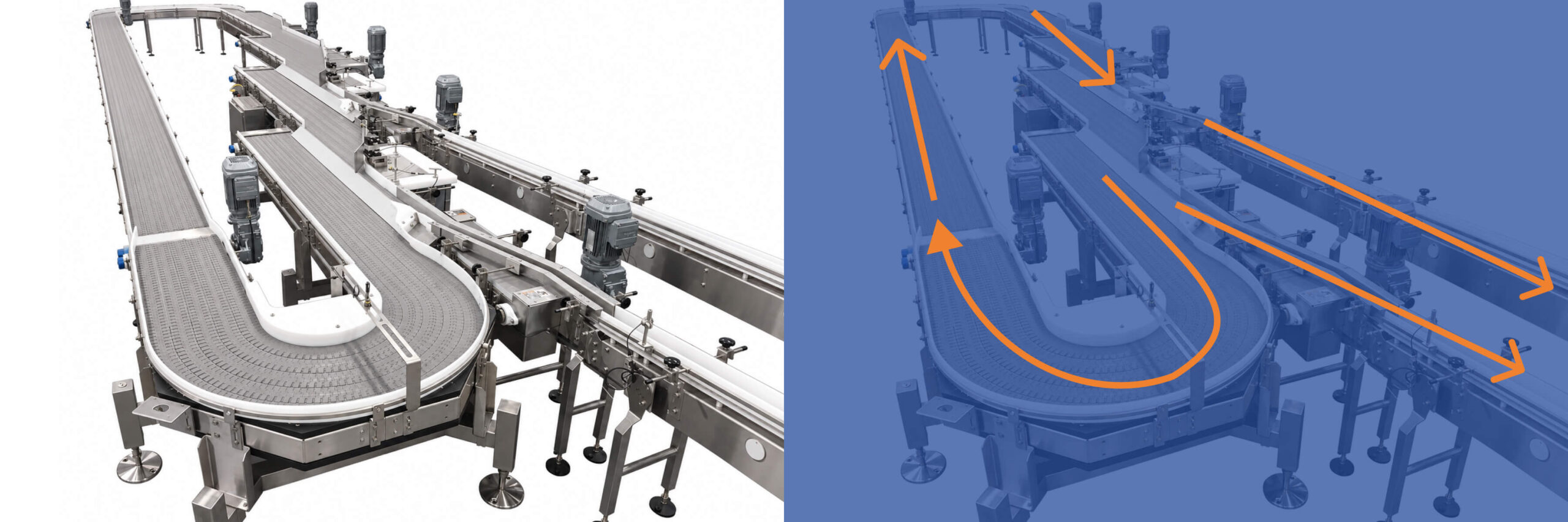
Definition: An accumulation loop conveyor uses a closed conveyor path to recirculate products until downstream equipment is ready to receive them.
Best Application:
- Upstream production must continue during downstream interruptions
- Products should remain moving while they are accumulated
- The line experiences frequent temporary bottlenecks
- Products can safely travel around the loop multiple times
- Automatic product recirculation is preferred
- The facility has enough floor space for a horizontal loop
- Maintaining exact product sequence is not required
Limitations: Accumulation loop conveyors require more floor space than compact tables, and repeated circulation may increase product contact, wear, or damage.
Our Favorite Models:
Types of Accumulation Conveyor Pressure Control Methods
Accumulation conveyors can be categorized by the amount of pressure allowed to build between products while they are stopped. The right pressure-control method depends on product durability, stability, value, weight, and packaging.
Zero-Pressure Accumulation Conveyors
Zero-pressure accumulation conveyors prevent products from touching while they wait. Sensors divide the conveyor into independently controlled zones, stopping each product before it reaches the item ahead of it.
This approach is best for fragile, valuable, lightweight, or easily damaged products. It can help protect packaging, labels, glass containers, electronics, cartons, and other items that should not experience contact or back pressure.
Minimum-Pressure Accumulation Conveyors
Minimum-pressure accumulation conveyors allow products to lightly touch while limiting the amount of force applied to the accumulated line. The conveyor continues applying reduced drive pressure so products remain together without experiencing the full force of a traditional conveyor.
These systems are commonly used for stable cartons, totes, cases, and containers that can tolerate light contact. They generally require fewer controls than zero-pressure systems while providing greater product protection than uncontrolled contact accumulation.
Contact Accumulation Conveyors
Contact accumulation conveyors allow products to collect directly against one another while the conveyor continues applying drive force. Pressure increases as more products join the accumulated line, particularly near the front of the queue.
This method is best for durable, stable, and consistently shaped products that are unlikely to tip, crush, scratch, or become damaged through contact. Because these systems provide limited pressure control, they are generally unsuitable for fragile containers, delicate packaging, or products with easily damaged labels.
Types of Products Accumulation Tables Can Handle
Modern accumulation tables can be configured to handle products with widely different shapes, sizes, materials, and stability levels. Common applications include:
- Bottles, cans, jars, and jugs
- Vials, syringes, cartridges, and ampoules
- Cartons, cases, trays, and totes
- Pouches, bags, and wrapped products
- Cosmetic containers, tubes, and aerosol cans
- Food containers, tubs, and prepared-meal trays
- Electronic components and manufactured parts
- Irregularly shaped or unstable packages
Product characteristics determine the appropriate table design. Fragile glass containers may require zero-pressure handling, while stable bottles and cans can often use mass-flow or contact accumulation. Pucks, guide rails, lane controls, and specialized conveyor surfaces can also help manage tapered, lightweight, or unusually shaped products.
Anatomy of an Accumulation Table
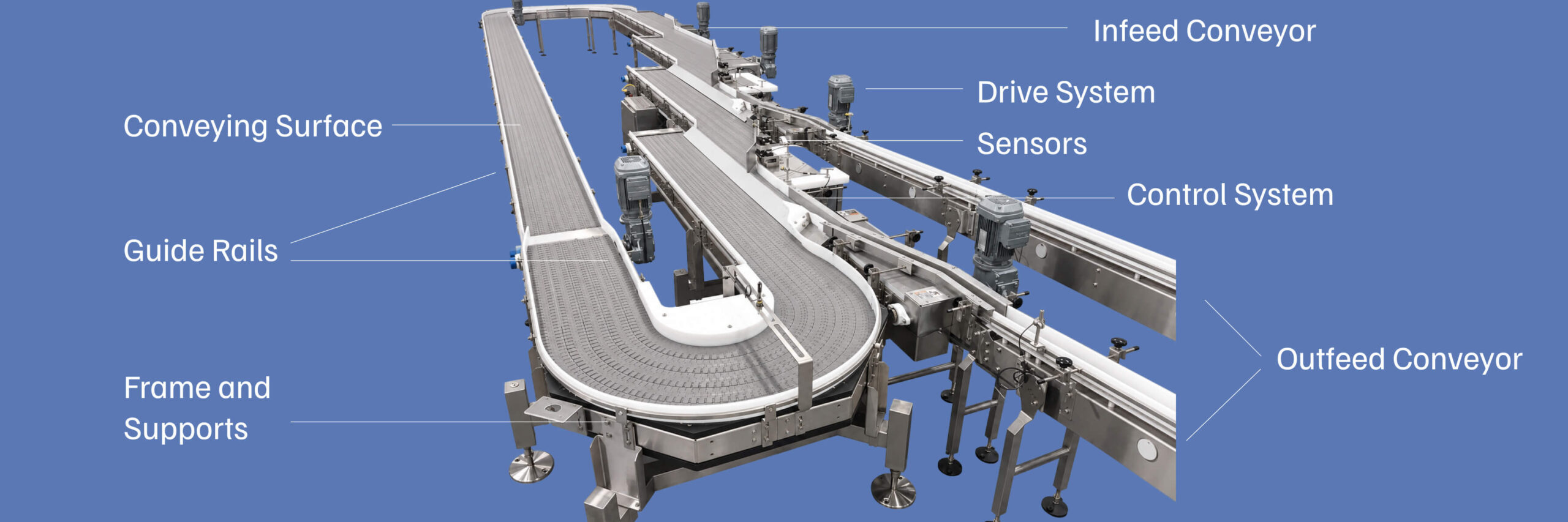
Although designs vary, most accumulation tables contain several essential components that work together to store and release products.
Conveying Surface: A belt, chain, roller, or rotating platform that supports and moves products through the accumulation area.
Infeed Conveyor: Transfers products from upstream equipment onto the table.
Outfeed Conveyor: Delivers accumulated products to the next machine or production stage.
Drive System: Powers the conveying surface and controls its speed and direction.
Guide Rails: Keep products on the intended path and help prevent tipping, drifting, or jamming.
Sensors: Detect product presence, available capacity, backups, and changing conditions elsewhere on the line.
Control System: Coordinates the table with upstream and downstream equipment and determines when products should accumulate or discharge.
Frame and Supports: Provide the structural foundation for the table and may use stainless steel or other materials selected for the operating environment.
Additional components can include lane dividers, transfer plates, guarding, variable-frequency drives, emergency stops, puck-handling equipment, and automated single-filing devices.
How Accumulation Systems Work
Accumulation systems create a temporary buffer between production processes that operate at different speeds or experience occasional interruptions. When downstream equipment slows or stops, the system detects the backup and begins storing incoming products.
Depending on the design, products may stop in independently controlled zones, spread across a wider table, enter a separate storage area, or circulate through a looping path. When downstream capacity becomes available, the controls release products at a rate the next machine can accept. Accumulation conveyors commonly remove drive from selected zones so products can stop without shutting down the entire conveyor.
This buffering process allows upstream equipment to continue operating during short disruptions while preventing the downstream machine from being overloaded when production resumes.
The Role of Accumulation Solutions in Modern Manufacturing Production
Modern production lines depend on multiple machines working together, but those machines rarely operate at identical speeds without interruption. A filler may run faster than a labeler, an inspection station may briefly pause, or a case packer may need time to complete its cycle.
Accumulation solutions absorb these differences by creating controlled storage between processes. Instead of allowing one interruption to stop the entire line, the accumulator temporarily holds excess products and maintains a steady supply for downstream equipment.
This makes accumulation an important part of line balancing. It helps manufacturers coordinate equipment, reduce unnecessary stoppages, protect products, and maintain more consistent production across filling, labeling, inspection, packaging, sorting, and palletizing operations.
Advantages of Using Accumulation Conveyor Systems
1. Higher Production Throughput
Accumulation allows upstream equipment to continue running during temporary downstream interruptions, helping the line produce more without increasing individual machine speeds.
2. Fewer Complete Line Stoppages
A buffer prevents a minor delay at one machine from immediately shutting down every upstream process.
3. Reduced Product Damage
Zero-pressure and minimum-pressure systems reduce crushing, scratching, label damage, container breakage, and other problems caused by excessive back pressure.
4. More Consistent Product Flow
Accumulation systems maintain a reliable supply of products to fillers, labelers, inspection systems, case packers, palletizers, and other equipment.
5. Less Manual Intervention
Automated sensors and controls can accumulate and release products without requiring operators to continually remove, store, and reintroduce them.
6. Better Use of Production Space
Rotary, serpentine, loop, multi-level, and spiral systems can provide substantial buffering capacity without requiring an excessively long conveyor line.
7. Greater Line Flexibility
Accumulation systems can help production lines accommodate changing speeds, different container formats, equipment upgrades, and future increases in capacity.
8. Improved Equipment Utilization
Keeping machines supplied and preventing unnecessary shutdowns allows manufacturers to get more value from existing production equipment.
Frequently Asked Questions About Accumulation Conveyors and Accumulation Tables
How does a dynamic accumulation conveyor work?
A dynamic accumulation conveyor temporarily stores products while keeping them moving through a recirculating, opposing-belt, or continuously flowing conveyor path. When downstream equipment slows or stops, incoming products are redirected into the available accumulation area. Once capacity becomes available, the system automatically feeds the accumulated products back toward the outfeed at a controlled rate. This approach reduces back pressure, balances changes in line speed, and minimizes the need for operators to manually remove and reintroduce products.
What is the difference between Infeed and Outfeed?
The infeed is the point where products enter an accumulation table or conveyor from upstream equipment. The outfeed is the point where products leave the system and continue toward the next production process.
For example, bottles may enter the infeed after leaving a filling machine, remain on the accumulation table during a temporary delay, and exit through the outfeed toward a labeler or case packer. The infeed controls how products are introduced into the system, while the outfeed helps regulate how accumulated products are released to downstream equipment.
What Are Outfeed Accumulation Tables?
Outfeed accumulation tables are positioned after a production machine to collect products as they exit. They are commonly installed after fillers, labelers, cappers, inspection systems, and packaging equipment. Depending on the application, the table may temporarily hold products before the next process or provide an area where operators can pack, inspect, or remove them. Rotary tables are frequently used for outfeed accumulation because they offer a compact and straightforward way to collect finished or partially processed products.
What Is the Purpose of an Accumulation Table?
Accumulation tables are designed to temporarily store products between different stages of a production or packaging line. They allow upstream equipment to continue operating when downstream machinery slows, stops, or cannot accept additional products. By creating controlled accumulation buffers, these systems help prevent backups from shutting down the entire production line. They can also maintain a steady supply of products to downstream equipment once normal production resumes.
What Types of Products Can Accumulation Tables Handle?
Accumulation tables can accumulate products such as bottles, jars, cartons, vials, plastic containers, aluminum cans, and steel cans. The appropriate system depends on the product’s size, shape, weight, stability, material, and tolerance for contact. Fragile or unstable products may require pressureless handling, specialized guide rails, pucks, or other accessories. More durable products can often be handled using mass-flow or contact accumulation systems.
How Do Accumulating Tables Improve Production Efficiency?
Accumulating tables improve production efficiency by reducing the number of complete line stoppages caused by temporary equipment interruptions. When one machine slows down, the table stores excess products instead of immediately stopping upstream production. Once downstream capacity becomes available, the system releases the stored products at a controlled rate. This allows manufacturers to increase equipment utilization, maintain more consistent output, and reduce the labor required to manually remove and reintroduce products.
What Is Dynamic Accumulation?
Dynamic accumulation refers to a system in which products remain moving while they are temporarily stored. Instead of stopping in fixed positions, products may circulate through a loop, travel across opposing conveyor belts, or move through a continuous reflow path. This form of product accumulation is commonly used when products should remain in motion or when the system needs to automatically balance changing production conditions. Dynamic systems can provide substantial capacity without requiring operators to manage accumulated products manually.
How Much Does an Accumulation Table Cost?
Accumulation table costs vary based on capacity, construction materials, controls, table dimensions, conveyor configuration, and product-handling requirements. A basic rotary table usually costs less than a custom pressureless, bi-directional, spiral, or multi-level system. Manufacturers generally conduct an application analysis before recommending equipment. This process evaluates line speed, available space, product characteristics, required buffer time, and integration requirements to determine the appropriate system and total investment.
How Do I Select an Accumulation Table for a Specific Application?
Choosing a table for a specific application begins with determining how many products must be stored and how long the system needs to keep accumulating during a downstream interruption. Buyers should also evaluate product stability, allowable contact, required flow order, line speed, sanitation standards, available space, and automation requirements. The best solution may be a rotary, inline, flow-through, recirculating, bi-directional, loop, or spiral system depending on the production environment.

")
")
")
")
")


")
")






